New advanced metallic materials and solutions with tailor-made properties
The search for innovative metallurgical routes and new processing or manufacturing approaches, leading to supply the market with more attractive and effi cient products notably in term of improved properties or lower production cost, is a permanent preoccupation of the Steel and Metal industry to which CRM is actively contributing, based on its long-term expertise in the fi eld and
the management of unique experimental processing and testing equipment.
A dedicated project has been initiated since two years for applying the laser cladding process to the manufacturing of work roll for the hot strip mill showing enhanced properties. A pilot equipment has been installed in that prospect in an industrial hall of Marichal Ketin. The powder feeder of this laser-cladding pilot equipment has been adapted with a refi lling system for enabling long duration continuous laser-cladding campaign (10-15h). In order to produce small diameter rolls (from 100 to 450 mm in diameter and 1 m in length) to be tested in the CRM pilot hot rolling line, an adapted supporting system has been designed to fi t with the existing laser cladding unit.

Associated to the development of new HSS rolls and the characterization of their behaviour under oxidizing conditions, a non-destructive method using a XRF device is proposed by CRM to measure the oxide thickness formed on the work roll during the rolling operations. Determining the composition level of an element normally not present in the roll material but well in the cooling water (such as Magnesium) allows to evaluate the thickness of the oxide layer considering that more the oxide layer is growing, more the Mg level increases. The comparison with the evolution of an element present in the roll material (such as Vanadium in this case) shows a certain dilution due to the progressive oxidation of the roll but confi rms indeed that the measurement concerns the base material. This method will be further extended for application to a wider range of roll materials by establishing such type of pre-set calibration curve.
- The expertise of CRM in physical metallurgy and process-products interactions is applied for developing or improving new generic concepts of advanced steel grades and their associated applications. Based on the “ausforming” approach where a high deformation of the metastable austenite is applied during the hot rolling at relatively moderate temperature, ultra high strength steel can be produced in an economical way. The strengthening results from a combination of the grain size refi nement of the formed martensite and the inheritance of the dislocations accumulated in austenite before its transformation in martensite. When rolling such type of steel grades below 700°C under several deformation passes cumulating a sufficient deformation rate, a tensile strength of more than 2000 MPa can be obtained whilst keeping a very satisfactory elongation rate of 2 to 5% without showing brittle fracture aspects.
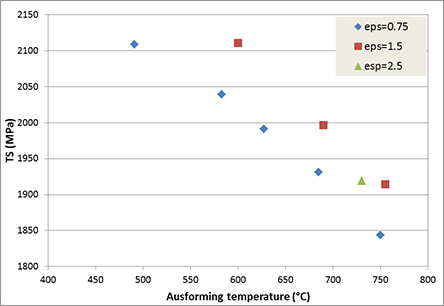
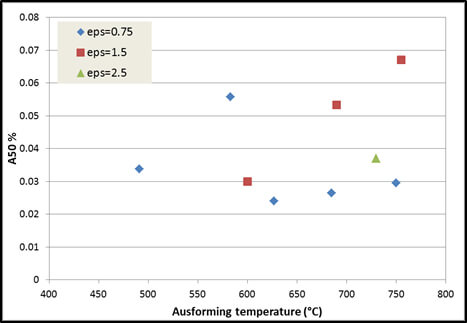
Evolution of the Tensile Strength and Elongation with the Ausforming temperature
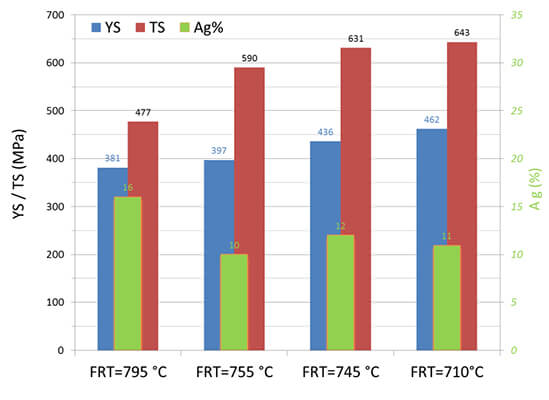
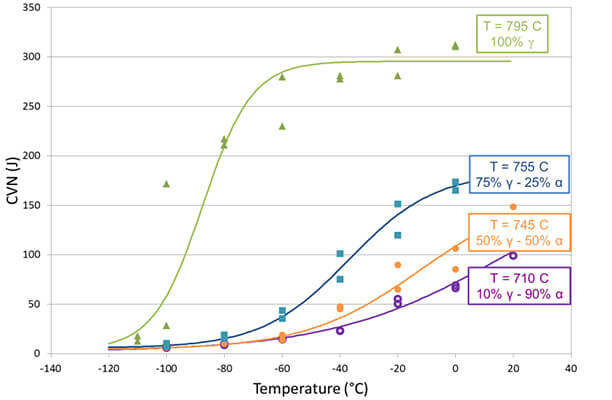
(a) Tensile properties (transverse direction) and (b) Charpy impact toughness of 12 mmthick plates as function of the finish rolling temperature (FRT) - accelerated cooling strategy
Another example of product-process oriented project concerns heavy plate and the balance between strength and toughness. Due to their high thickness, the plates are often (at least partially) rolled in the two-phase region (co-existence of austenite and ferrite in the microstructure) because a large temperature gradient exists both over thickness and width. This inter-critical rolling is applied during the last rolling step by decreasing the final rolling temperature (FRT) with the aim to increase the product strength. Numerous pilot rolling campaigns conducted at CRM Gent have confi rmed that such a type of inter-critical rolling (with a 25% reduction rate during the last pass) effectively increases the yield strength (+ 80MPa for a conventional structural steel grade). However, the toughness properties are adversely reduced due to the presence of deformed ferrite in the microstructure.
Compared to the austenitic rolling, leading to a fi ne ferrite microstructure, the inter-critical rolling delivers large and deformed ferrite grains, less prone to high toughness performances. This practice is nevertheless an easy and cheap solution to obtain higher strength when the toughness requirement is not critical. Aiming to explore the options offered by the use or combination of high melting point metals, a new laboratory arc melter has been installed at Gent within the MPC collaboration. Besides the reaching of very high temperatures, the equipment allows to melt materials very sensitive to oxidation under pure inert atmosphere (N2, Ar).


A charge of around 400 gr can be directly molten in the arc in different crucible mould. The melting can be monitored by camera. To be also mentioned that the Multipurpose Dynamic Annealing simulator (MDA) installed at CRM Gent has been modifi ed to enhance its abilities to simulate complex thermal cycles such as those aimed at for the new steel generations. An upgraded lamps furnace allows to reach heating speed of 20°C/s.mm up to a max. temperature of 950°C. Higher speed and temperature can be reached with a transverse fl ux induction heater. The cooling section has also been adapted to better control the stop quench temperature at different cooling rates (<50°C/s.mm up to 200°C/s.mm).

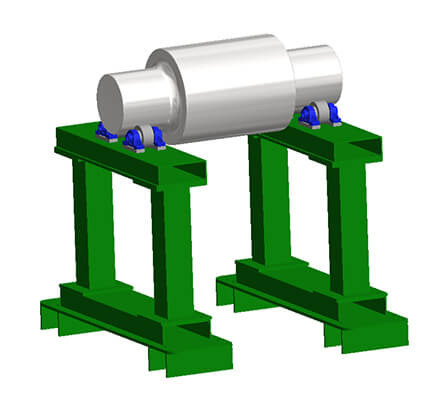
Shaft with ring-shaped samples for lab-scale rolling trials.
The replacement of “Hard Chrome” in many applications continues to be an item of preoccupation for the Industry considering the progressive banning of CrVI as coating element. Substitution solutions are searched notably through the use of electroplated “CerMet” coatings. A fi rst example of possible application concerns the rolls used for the cold rolling of steel strip. CRM is developing appropriate techniques to obtain a coating with hardness and wear performances matching as closely as possible those of the hard chrome solution. Large size samples are produced with these techniques in order to be tested in real rolling conditions. A second example based on the same approach concerns the manufacturing of hydraulic components that is managed inside a M-ERANET project supported by DGO6 (Walloon Region) and nicknamed “HEI-Coat”. For supporting the development of very thin coating solutions on metallic substrates and the characterisation of their surface mechanical properties, an innovative approach based on nano-indentation experiments has been developed by CRM in the frame of a postdoctorate project promoted by DGO6 (BEWARE program of the Walloon Region). A dedicated and sophisticated software, implemented in the MatLab environment allows to combine a 3D mapping of mechanical properties (hardness measurements at the nano-scale) and correlation with micro-structural images.
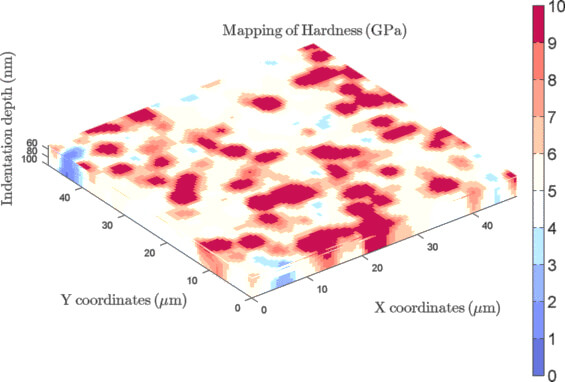
Representation of 4D nano-hardness map for an electroplated Ni–SiC coating on steel
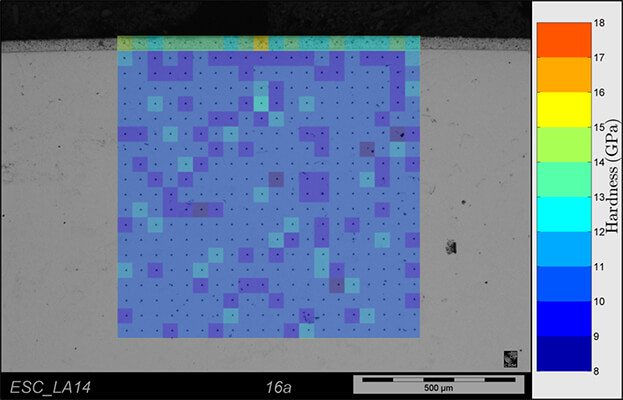
Nano-indentation map of a steel roll with a CerMet coating
An example of such a mapping is illustrated for a particle-reinforced metallic matrix composite coating and for a CerMet coating on a steel roll. This method is a new way to analyse nano-indentation measurement by applying an automatic correlation procedure between mechanical properties (hardness) and microstructure maps through a more reliable quantifi cation and identifi cation of the properties
of each present phases.
- CRM is actively contributing to the ILZRO (International Lead Zinc Research Organisation)
- program via two thematic projects:
- the fi rst one takes an in-depth look at the problem of Hydrogen solubility in high strength steels with the target to extend past examinations of hydrogen effects in high strength steel grades
- the second project aims to explore the limits of wettability of AHSS grades, primarily focusing on steels that have been prepared using an oxidation-reduction treatment prior hot dipping
- In the frame of the project “Solar Focus”, supported by the Walloon Region and managed by CMI and Advanced Coating, CRM is involved in the design of high temperature solar absorbing coating dedicated to new generation of Central Towers Receivers. Compared to the solution applied today in the Solar Towers, the new coating obtained by thermal spraying enables a long-term use at a temperature higher than 750°C.
Another major development in line with the production of energy concerns the manufacturing of photovoltaic cells deposited on steel substrate for equipping the roof on a large panel of industrial or domestic buildings. Through a strong and close collaboration with ArcelorMittal, this project nicknamed “PHOSTER” has been realized with the fi nancial support of the European Commission (Life + program) and has largely used the pilot coating facilities located at CRM in a “white room”, to manufacture complete steel strip coils.


Prototype of a photovoltaic PHOSTER roof/ Pilot line for manufacturing photovoltaic cells on steel strip coil
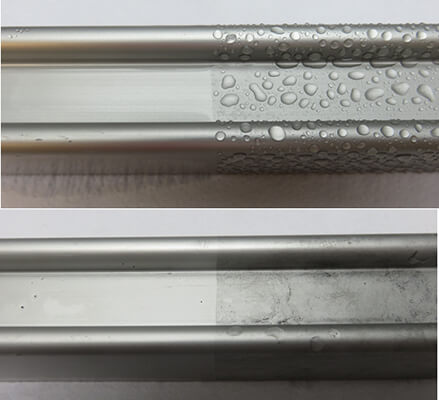
With the aim to give additional functionalities to coated metallic products, let us mention the application of specifi c sol-gel solutions on aluminium profi les in order to confer them nonwetting and anti-dirt properties.
Within the development of the new additive manufacturing approaches, a great care will be required to deliver products with a very high quality of surface fi nishing. As possible posttreatment options, CRM is looking further into the application of advanced electro-polishing techniques on both 2D (thin metallic fi lms used in micro-electronics) and 3D components (for instance optical tool inserts in injection moulding). A dedicated electro-polishing cell has been erected for that purpose with the support of the DGO6 and the CORNET program. The competence of CRM in this fi eld is also valorized in the frame of different projects sponsored by ESA (European Space Agency) with, as a relevant example, the chemical polishing of Aluminium and Invar parts produced by additive manufacturing.